
CORPORATE
Wednesday, February 25, 2026
Summary
Verification of weld integrity is paramount to ensuring performance expectations are met. There are many methods of nondestructive testing used to determine weld quality, including ultrasonic, x-ray, liquid penetrant, and remote visual inspection.
Challenge
Assessing the color of the weld is an important inspection, as the coloration varies based on makeup of the materials, composition of the atmosphere, the temperature and duration of exposure of the heat affected zone (HAZ). It provides an indication of the amount of oxidation that has taken place during the welding process and is required for weld verification in many industries, particularly in subsea piping. With high-definition output, video borescopes are often used to verify coloration of the weld meets the required standards, but operator subjectivity and variation in the equipment used introduce challenges to the quality and repeatability of the inspection. Weld dimensions must also be validated to release a welded component for use. These include accurate bead dimensioning, as well as validating minimum and maximum depths/heights of the weld are within specification. This can present a challenge in the number of measurements required to obtain representative measurements of the entire welded joint.
Solution For evaluating the color of the weld, a color chart must be used as a reference and confirmed pre and post inspection (as per NS-EN 13927). The Everest Mentor Visual iQ+ (MVIQ+) includes several image transformations and settings which can assist in getting an accurate image of the weld coloration, including White Balance, exposure (Brightness), Color Saturation, High Dynamic Range and Dark Boost. To maintain consistency and increase repeatability of inspections, the MVIQ+ provides up to 5 presets to load pre-defined settings to the video borescope. This reduces subjectivity of the inspector, provides more reliable data, and reduces the risk of a false positive and operational impacts which follow.
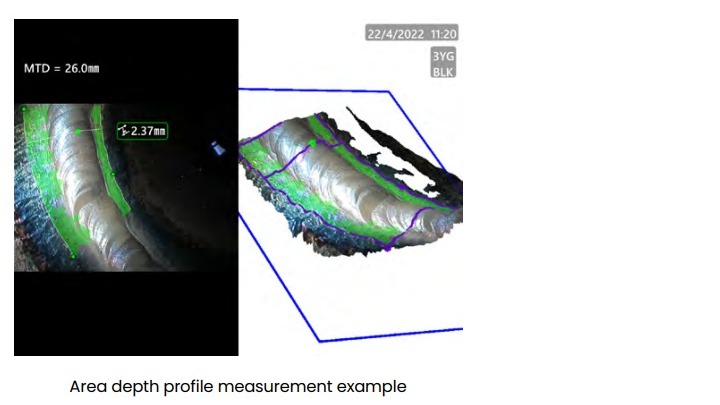
Using patented structured light technology Real3D Phase Measurement enables inspectors to perform high quality visual inspections and take complex measurement without changing the tip optic. A measurement type, Area Depth Profile, sweeps a series of depth profile slices over an area defined by three cursors and identifies the profile slice having the highest or lowest point. Surface masking guides the inspector to ensure the 3D point cloud data is of high enough quality to perform the measurement.
Other available measurement types also provide the inspector with valuable insights of the welded assembly. Depth measurement type for instance can be utilized to evaluate tube or bore inner diameter. Another use-case is for it to be used to assess the weld bead width and height on a ninety-degree butt joint.
Often, the area viewed is small compared to the length of weld which must be inspected. With the MVIQ, an inspector can stitch together up to 5 individually obtained images for a larger, more complete view of the weld. As the images are stitched together, so are the point clouds so that the overall scene along with a variety of measurements can also be conducted across the resultant composite image. Weld inspections become more objective; more reliable; more accurate.